內容目錄
顯示
食品工廠的動線規劃,決定了一座工廠是「安全高效」還是「處處交叉污染」的分水嶺。很多業者把重點放在設備採購和產能計算上,卻忽略了一個最根本的問題:人怎麼走、東西怎麼走、水往哪裡流、空氣往哪裡吹。這四件事如果沒有在設計階段就想清楚,蓋好的工廠再怎麼改都事倍功半。衛福部食藥署於113年12月25日正式發布「食品製造業者之作業場所動線規劃作業指引」,為業者提供了一套可操作的規劃邏輯。本文將以這份指引為核心,帶你從觀念到實務,全面理解食品工廠動線規劃的精髓。
為什麼動線規劃是食品工廠的靈魂?
食品工廠動線規劃的核心目標只有一個:防止交叉污染。食品從原料進廠到成品出貨,會歷經多個處理階段,每個階段的清潔度要求不同。如果動線設計不當,讓生料與熟食在同一條走道上交會、讓污水倒流進清潔區、讓外部空氣灌入無菌包裝室,那麼再好的食材、再先進的設備都無法保障食品安全。
動線規劃的影響不僅止於食安合規。良好的動線設計能縮短作業人員的移動距離、提升生產效率、降低人力成本,甚至決定工廠在未來擴充產能時的彈性空間。有實際案例顯示,透過動線重新規劃,食品工廠可以減少約30%的作業移動距離,並節省約20%的物料轉送時間。
官方指引的核心邏輯:先分區、再設計四流
衛福部食藥署發布的「食品製造業者之作業場所動線規劃作業指引」,將動線規劃分解為兩個核心步驟:首先是區域規劃與清潔度區隔,其次是四流動線設計。整套邏輯的基本思路是:先根據製程步驟與清潔度需求,將廠房劃分成不同等級的作業區域;再根據各區域的清潔度梯度,設計人流、物流、氣流、水流的行進方向,確保四流不交叉、不逆流。
清潔度分區:從髒到乾淨的風險梯度
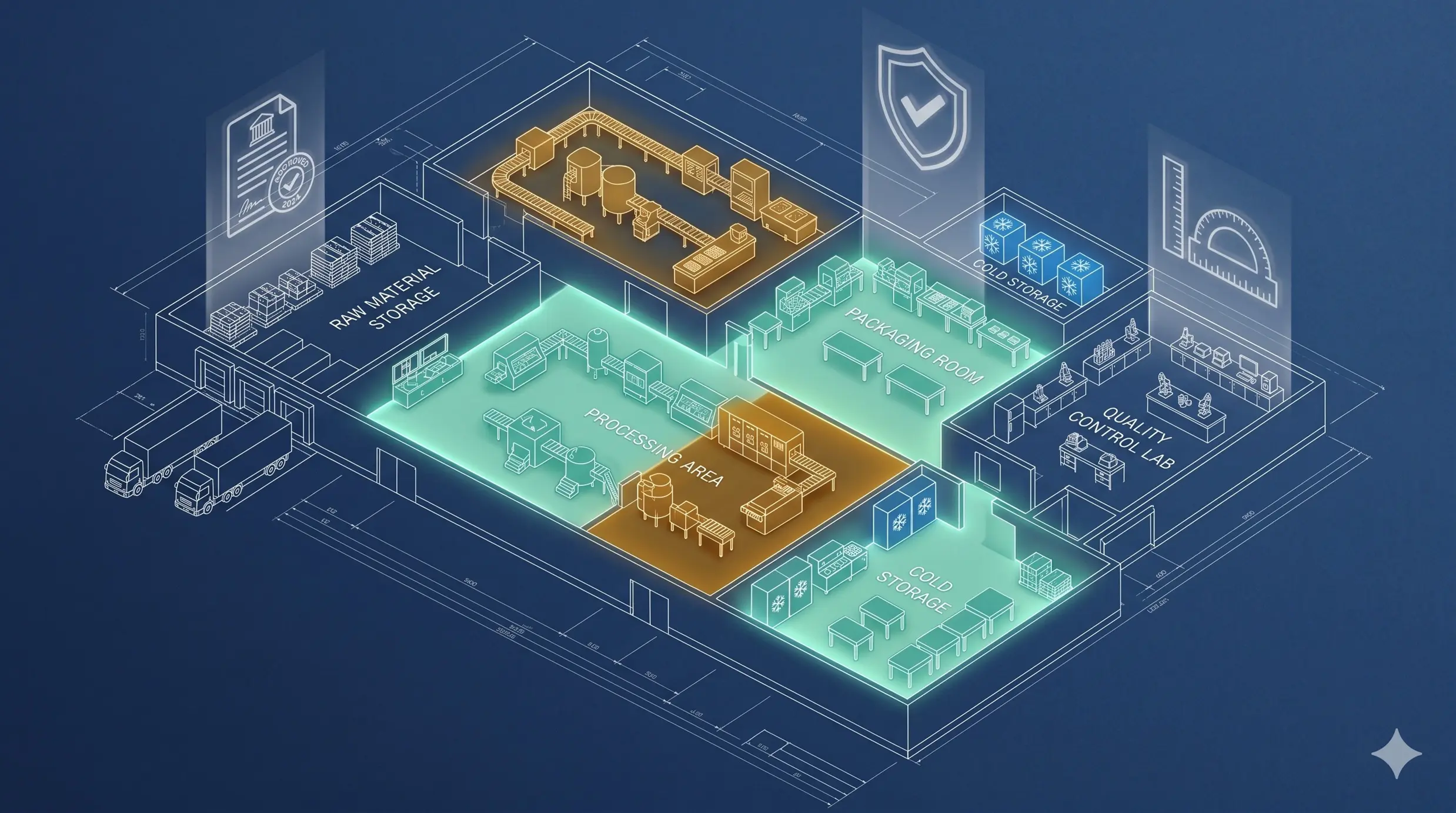
指引明確指出,食品作業場所內各區域須依清潔度高低進行區隔。清潔度由高至低依序為:清潔區、準清潔區、一般作業區,另外還有非食品處理區。
清潔區
清潔區是整座工廠對衛生要求最高的區域,通常包括內包裝區。在這個區域中,食品處於裸露或即將密封的狀態,任何微生物、異物或外來污染都可能直接影響成品的安全性。清潔區的空氣品質、人員進出管制與環境清潔標準都是最嚴格的。
準清潔區
準清潔區是食品正在進行加工調理的區域,通常包括加工區與調理區。食品在這個階段雖然還會經歷後續的包裝密封,但加工過程中的溫度控制、交叉接觸管理仍然至關重要。
一般作業區
一般作業區的清潔度要求相對較低,通常包括原料驗收區、前處理區(如清洗、解凍、切割)、外包裝區、原材料貯存區、成品貯存區及出貨區等。這些區域雖然清潔度要求較低,但仍須維持基本的衛生管理。
非食品處理區
非食品處理區包括辦公室、更衣室、洗手消毒室、廁所、機電室、廢棄物暫存區等。這些空間必須與食品作業場所有實體隔離,並採取適當的管制措施,防止污染源經由人員或空氣傳入作業區域。
指引也特別指出,上述清潔度區分係以基本要求為區分,業者得依場區實際條件,自行訂定清潔度區分標準。這代表標準提供的是最低框架,業者可以根據自身產品特性與風險評估,制定更嚴格的分區標準。
四流動線設計:食品工廠的隱形防線
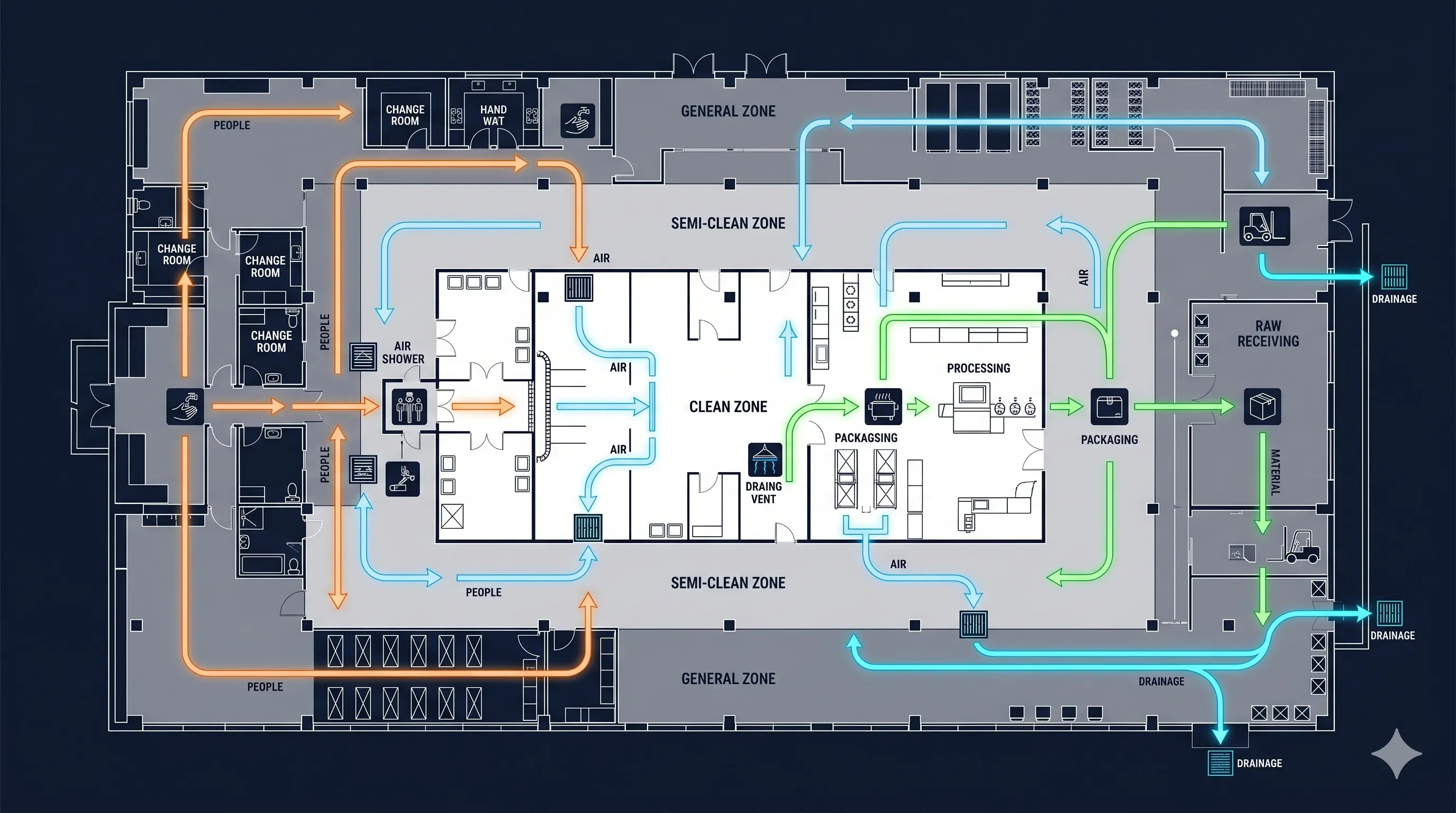
清潔度分區完成後,接下來就是整套動線規劃的精華——四流動線設計。四流指的是人流、物流、氣流與水流,它們各自有明確的行進方向規則,且彼此之間不得交叉。
人流:從清潔區走向一般作業區
人流的設計原則是:從業人員洗手消毒完畢後,應依序從內包裝區(清潔區)、加工調理區(準清潔區)往前處理區(一般作業區)移動。也就是說,人的行進方向是從清潔度高的區域走向清潔度低的區域。
這個原則背後的邏輯是:人員身上最容易攜帶外來污染物(毛髮、灰塵、微生物等)。當人員從乾淨區域往髒的方向移動時,即使身上帶有少量污染物,也不會將其帶入更高清潔度的區域。反之,如果人員從髒區走向乾淨區,就可能將低清潔度區域的污染源帶入清潔區,造成交叉污染。
在實務上,人流管制的重點包括入廠前須經過更衣室更換工作服、帽子、口罩與工作鞋,通過洗手消毒室進行手部清潔,不同作業區域之間應設有緩衝區或風淋室。不同性質的作業區域應分開設置進出口,避免人員在不同清潔度的區域之間來回穿梭。
物流:從一般作業區走向清潔區
物流的行進方向與人流恰好相反:依製造流程進行,依序從前處理區(一般作業區)、加工調理區(準清潔區)、內外包裝區(清潔區)、成品貯存區到出貨區。也就是說,物料的流動方向是從清潔度低的區域走向清潔度高的區域。
這同樣是基於污染防控的邏輯。原料在進入工廠時處於最「髒」的狀態(帶有泥土、微生物等),經過清洗、加工、調理等步驟逐漸變「乾淨」,最終在清潔區完成包裝密封。物料的流動方向與其清潔度的提升方向一致,確保產品在整個製程中越來越乾淨,而非越來越髒。
物流管制的重點包括原料入庫與成品出貨應分開設置進出口,避免生料與成品在同一通道交會。不同種類的原料(如蔬菜與肉類)應分類存放。原料、半成品與成品應隔離放置,並確保先進先出。驗收不合格的原料須明確標示並隔離,防止誤用。
氣流:從清潔區吹向一般作業區
氣流的行進方向與人流、水流相同:從清潔度高的區域流向清潔度低的區域。具體做法是,內包裝區(清潔區)以正壓管制,前處理區(一般作業區)則保持負壓,或利用空調出風口及風扇控制空氣流向。
正壓與負壓的原理很直觀:當清潔區的氣壓高於周圍區域時,空氣會自然從清潔區往外流,外部的髒空氣就無法倒灌進來。相反,當髒區保持負壓時,該區域的污染空氣會被控制在區域內,不會擴散到其他區域。
氣流管制的重點還包括各潔淨等級的區域應設置適當的空氣過濾系統,防止微塵與微生物經由空氣傳播。門窗與出入口應設有氣密或風簾設施。密閉的加工室或包裝室應有空調系統。
水流:從清潔區流向一般作業區
水流的排水方向同樣遵循「從乾淨到髒」的原則。指引規定,作業場所內排水系統之排水流向應由內包裝區、加工調理區流向前處理區,或將每個區域之排水各自流至廠區外之排水系統。
水是最容易滋生細菌與微生物的媒介,如果排水方向錯誤——例如前處理區的污水流經加工區——就等於把污染源直接帶入清潔度較高的區域。因此,地面的排水斜度、排水溝的走向、排水口的位置,都必須在廠房設計階段就精確規劃。
水流管制的重點還包括地面應有足夠的排水斜度,避免積水。排水溝應有攔截固體廢棄物的設施。排水口應設有防逆流、防病媒、防臭的裝置。各區域的排水系統最好能獨立設計,避免不同區域的排水在管線中交匯。
四流方向速記表
理解四流的行進方向後,可以用一張簡單的表格來記憶。人流、氣流、水流三者的方向一致,都是從清潔區流向一般作業區(從乾淨到髒)。物流的方向則相反,從一般作業區流向清潔區(從髒到乾淨,對應製程順序)。
記住這個原則,就掌握了食品工廠動線規劃最核心的邏輯。
空間不足怎麼辦?時間區隔的替代方案
並非所有食品工廠都有足夠的空間來實現完美的四流分離。對於空間有限的中小型工廠或製造場所,指引也提供了「時間區隔」的替代方案。
時間區隔的做法是:當作業場所無法以有形的隔間設施來區隔不同清潔度的作業時,可以透過時間上的錯開來達到類似的效果。例如,同一個空間在上午用來進行前處理(一般作業),中午進行徹底的清洗消毒後,下午再用來進行包裝作業(清潔作業)。
但時間區隔不是「隨便切換就好」,它有幾個必須遵守的條件。每次切換作業性質前,必須進行完整的清洗與消毒。清洗消毒的過程與結果須留有紀錄。不同時段的作業內容、使用的設備器具、清洗消毒的時間與方式,都應納入標準作業程序(SOP)中管理。
動線規劃的實務步驟
對於計畫新建或改善食品工廠動線的業者,以下是建議的規劃步驟。
第一步:盤點製程步驟。 將你的產品從原料到成品的所有加工步驟逐一列出,確認每個步驟的作業性質、使用的設備、產生的廢棄物與用水需求。
第二步:劃定清潔度分區。 根據製程步驟的清潔度需求,將廠房劃分為清潔區、準清潔區、一般作業區與非食品處理區。每個區域的範圍、進出管制方式與衛生標準都應明確定義。
第三步:設計四流動線。 在平面圖上分別標示人流、物流、氣流與水流的行進路線,確保四流符合方向原則且不交叉。這一步最好能同時考量設備配置、通道寬度、物流載具迴轉空間與維修通道。
第四步:檢視交叉風險。 完成初步設計後,逐一檢視是否存在四流交叉的節點。特別留意原料與成品的交會點、人員跨區的節點、排水溝的匯流點,以及空調出風口與回風口的位置。
第五步:考量擴充彈性。 動線規劃不應只考慮現在的產能,也應為未來的產線擴充預留空間。如果現在的設計把每一寸空間都塞滿,未來想增加一條產線就必須推倒重來。
動線規劃與食安法規的關聯
食品工廠的動線規劃並不是獨立存在的,它與多項食品安全法規密切相關。
GHP(食品良好衛生規範準則)對作業場所的區隔、人員衛生管理、設備清洗消毒等都有明確規定,動線規劃是落實GHP的硬體基礎。食品工廠建築及設備設廠標準則規範了廠房的建材、結構、排水、通風等硬體條件。HACCP系統的有效運作,也高度依賴動線規劃是否合理——如果交叉污染的風險無法從動線設計上根除,HACCP的管制點再多也無法完全防堵。
對於有外銷需求或導入ISO 22000、FSSC 22000的企業,動線規劃更是稽核時的重點檢視項目。國際稽核員非常重視工廠的平面配置圖(Layout)與四流標示,一張清楚標示四流方向的平面圖,往往是稽核順利通過的關鍵。
給業者的實務建議
規劃時找對人比找便宜重要。 食品工廠的動線規劃需要同時兼顧食品安全、生產效率、法規合規與建築工程等多個面向。建議在規劃階段就邀請有食品工廠經驗的顧問與建築師共同參與,而非等到工程發包後才發現動線有問題。
平面圖要畫到四流都標清楚。 一份合格的食品工廠平面圖,不應只標示設備位置和區域名稱,而應清楚標示人流、物流、氣流、水流的行進方向,以及各區域的清潔度等級。這張圖不僅是設計工具,也是日後GHP稽查、HACCP驗證與國際認證的必備文件。
動線規劃要能承受日常的壓力測試。 很多動線在圖面上看起來完美,但一到尖峰生產時段就崩潰——人員為了趕工抄捷徑、物料因為暫存空間不夠而堆放在走道上。好的動線設計,應該在最繁忙的時候仍然能維持四流不交叉。
改善現有工廠也要從動線開始。 如果你經營的是既有工廠,不一定需要推倒重建。有時候只需要調整兩三個作業區的位置、增設一道隔間、改變排水溝的方向,就能大幅改善動線品質。重要的是先做一次完整的四流檢視,找出現有動線中的交叉風險點,再針對問題點進行局部改善。
結語
食品工廠的動線規劃,說到底就是在回答一個問題:如何讓人、物料、空氣和水,都按照正確的方向流動,不交叉、不逆流、不污染。衛福部的「食品製造業者之作業場所動線規劃作業指引」為業者提供了一套清晰的規劃框架,從清潔度分區到四流設計,從空間區隔到時間區隔,每一步都有跡可循。
把製程順序、清潔度梯度與交叉污染風險畫在同一張圖上——你的動線規劃才算真正開始。
本文最後更新日期:2026年4月 資料參考來源:衛生福利部食品藥物管理署(TFDA)「食品製造業者之作業場所動線規劃作業指引」(113年12月25日訂定)、中國生產力中心